Transcription
Chapter 8Hybrid Machine Tool DesignDr. J. Ramkumar1 and Gopal Gupta21Professor and 2Research StudentDepartment of Mechanical EngineeringMicromanufacturing Lab, I.I.T. KanpurMicromanufacturing Lab, I.I.T. Kanpur
Index1. Introduction2. Hybrid Machine Tools3. Sequential hybrid Machine Toolsa)b)c)4.5.6.7.EDM Mechanical Machining process toolsAdditive manufacturing plus millingLaser plus milling processAssisted hybrid machine toolsCombined hybrid machine toolsDesign principle of hybrid machine toolsCase study : Design of six-axis hybrid micro machine tool1)2)3)4)5)Dynamic design of machine structureMotional stagesControl systemLaser and plug-in modulesInternal machining Results8. Conclusion9. ReferenceMicromanufacturing Lab, I.I.T. Kanpur
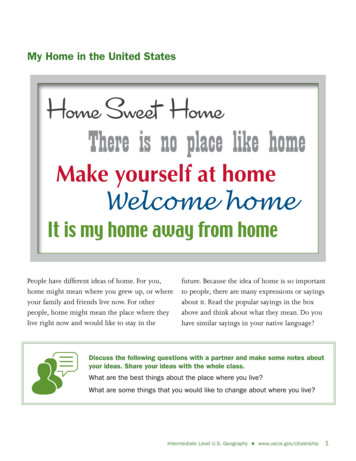
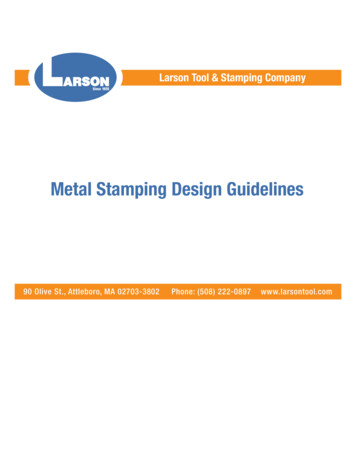
1.Introduction Hybrid machine tools are platforms to accommodate hybridmachining processes. Due to large varieties of hybrid machiningprocesses, it is very difficult to quantify the benefits of hybridmachines. A qualitative comparison between the hybrid machines and thetraditional machines from the aspects of compactness, setupefficiency, machining accuracy, machining versatility, andmetrology efficiency shown in figure 1. The advantages of the hybrid machine tools are quite obvious inalmost all these aspects except machining versatility. The chapter will introduce state-of-the-art commercial hybridmachine tools and associated design principles. It also includes acase study on design of a six-axis hybrid machine tool.Micromanufacturing Lab, I.I.T. Kanpur
2. HYBRID MACHINE TOOLS According to the operation format, hybrid machine tools can be classifiedinto three categories1) Sequential, assisted 2) Assisted hybrid 3) Combined hybrid The purpose of this session is to highlight the capabilities, processes, andlimitations of current hybrid machines as benchmarks for futuredevelopmentFig 1 - Comparison of hybrid machines and conventional machines [1]Micromanufacturing Lab, I.I.T. Kanpur
3. Sequential Hybrid Machine Tools Currently, there are three types of commercial sequential hybrid machinetools.1) EDM 1 Mechanical Machining Process Machine Tools: Micro-EDM process can also be employed to remove material firstand then micro milling process is adopted for machining small holesor small features2) Additive Manufacturing Plus Milling : The machine adopts an additive manufacturing process to build up aworkpiece and then a milling process is used afterwards for finishingoperations to obtain high-dimensional accuracy and good surfacefinish on the final product.3) Laser Plus Milling Processes : The last type of sequential machine tool runs mechanical milling andlaser machining sequentially on one machine platform. For example micro milling and laser processing take place in asequential manner to overcome each other’s disadvantage.Micromanufacturing Lab, I.I.T. Kanpur
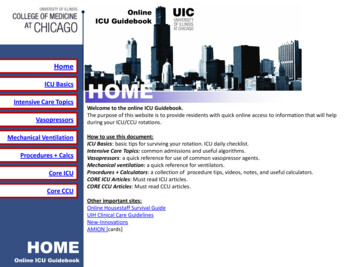
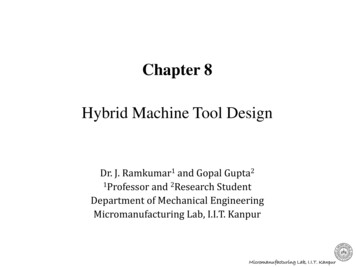
3.1) EDM -Mechanical Machining Process Machine Tools The Hybrid-µEDM -DT110 developed in Singapore, as shown in Fig.2 is athree-axis hybrid machining center which combines micro milling, turning,EDM, wire EDM, wire electrical discharge grinding, and grinding processeson single machine bed. The strokes of the X, Y, and Z axes are 200 mm, 100 mm, and 100 mm,respectively. The motional resolution and repeatability are 0.1 µm and 1 µmfor each axis. The machine adopts an air bearing milling spindle with a maximumrotational speed of 200,000 rpm. The hybrid machine can adopt a turning operation to fabricate a shaft andthen machine it to a micro-pin using wire EDM. These micro-pins can be used as electrodes to machine microhole on anyconductive materials in the following EDM process. Micro-EDM is firstly used for rough machining followed by micro milling toobtain sharp edges. ECM is then used for final polishing operation.Micromanufacturing Lab, I.I.T. Kanpur
It can complete a typical micro-part on this machine. As this hybridmachine includes EDM/ECM processes which require the conduction ofelectricity, therefore, it can only machine metalsFig 2. Hybrid machine (a) Hybrid µ-EDM setup (b) Square pyramid stainless steelhypodermic needle obtain by using micro EDM and Micro milling process [2]Micromanufacturing Lab, I.I.T. Kanpur
3.2) Additive Manufacturing Plus Milling Tools1) LUMEX avance-25 fusing metal laser sintering hybrid milling machineis able to cost effectively manufacture complicated molds with internalcooling channels. Firstly, metal powders are melted and sintered via a Ybfiber 400 W laser. At every 10th Squeezing and sintering layer, the highspeed milling process is used to generate precise shape. The maximum sizeof workpiece can be machined is 250 mm by 250 mm by 185 mm.2) DMG MORI Ltd has also developed a hybrid machine to add additivemanufacturing capability into a five-axis milling machine bed. Thisinnovative hybrid-solution combines the flexibility of the laser metaldeposition process with the precision of the cutting process The travelling distances of the X, Y, and Z axes on the gantry are 735, 650,and 560 mm, respectively. The rotating angles of the B and C axes (on thebase) are 120 and 360 degrees, respectively A fiber-coupled diode laser of2000W is equipped on the machine and its wavelength is 1030 nm. Thelaser spot size can be set as 3 or 1.6 mm.Micromanufacturing Lab, I.I.T. Kanpur
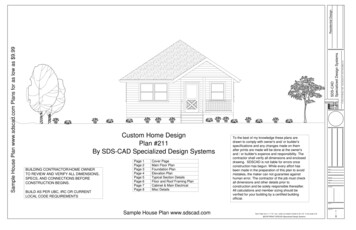
3.3) Laser Plus Milling Processes1) Posalux combi hybrid machine integrates the LASER Ultra short pulsesFEMTO technology with micromilling process for machining automotiveGDI nozzles. A femtosecond laser source with a short pulse down to 200 femtosecond canavoid heat-affected zones, recasts, deposits, and is able to machine a widerange of materials with high dimensional accuracy and good surface finish.However, this machine is designed only for machining small products.2) Hamuel GmbH developed the first hybrid machine, HSTM1500 , whichaccommodates high speed milling, 3D scanning, 3D laser cladding, 3Dinspection, deburring/polishing, and laser marking processes. 3D laser cladding is essentially a welding-based 3D additive manufacturingtechnique which melts metals with a laser and deposits it onto a part. It is applicable to all conventional welding metals, together with the focusedheat input and low dilution allowing cladding of difficult to weld material.Micromanufacturing Lab, I.I.T. Kanpur
The machine provides a number of combinations of sequential machiningprocesses to serve different purposes. For example, a combination of 3Dinspection, 3D scanning, laser cladding, and high speed milling can beused to remanufacture a used part. The traveling distance of the linear axes (the X, Y, and Z axes) are 1930,400, and 570 mm.Fig 3. (a) Humeal HSTM1500 hybrid machine (b) A hybrid Machine Part [3]Micromanufacturing Lab, I.I.T. Kanpur
4. Assisted Hybrid Machine Tools Due to the kinematic overlapping of the tool rotation with an additionaloscillation, high-performance materials, which are normally difficult tomachine. The low processing forces ( Force due to Vibration ) allow the productionof slim bases and result in a longer tool life and significantly reduced microcracks in the workpiece material.a) ULTRASONIC 70 - ( Five axis Ultra sonic Milling machine ) The ultrasonic energy is transferred from the ultrasonic generator to thetool holder. It will result in the axial vibration of the tool with a highfrequency of 20-50 kHz while it rotates. The active processing energy is,therefore, significantly reduced. The application focus of this machine is on ultrasonic machining ofcomplex geometries in high-performance materials foroptical/watch/medical industries . Precision mold making where high dimensional and contour accuracy aswell as surface finish of Ra 0.0001 mm are required.Micromanufacturing Lab, I.I.T. Kanpur
b) OptiSonic canter : The machine has four benefits including high ultrasonic vibration(20-40 kHz) ranges during the machining cycle, rapid materialremoval, improved surface quality, and maximized tool life whenprocessing optical glass, such as BK7 and Zerodur, as well asdifficult-to-machine ceramics. Vibration of tool control helps to reduce the breakage chance of tool. Current applications involve three-axis operations for lightweighting, pocketing, core drilling, small holes drilling and deepdrilling, etc. or more complex geometries that require four or fiveaxial machine motions.Micromanufacturing Lab, I.I.T. Kanpur
5. Combined Hybrid Machine Tool Currently electrochemical grinding (ECG ) combine Hybrid machines,developed by Everite Ltd are the only commercial combined hybridmachine tools that combine both grinding and ECM processes. ECG toolis able to process any conductive material that iselectrochemically reactive. It can produce burr-free and stress-free partswithout heat or other metallurgical damage caused by mechanical grinding,eliminating the need for secondary machining operations. Like ECM, ECG generates little or no heat that can distort delicatecomponents. ECG Technology can easily machine most metals with hardness Rc 65such as titanium, tool steel, and CoCr and also some brittle materialssuch as zirconium. The advantages of ECG Combine Hybrid machine process are burr freeproduction, low cutting force, free of heat stress, no heat affected zone,no work hardening, no recast layer, no metallurgical damage, and fasterthan EDM.Micromanufacturing Lab, I.I.T. Kanpur
6. Design Principle of Hybrid Machine Tools Basically the design principles for precision machine tools, which have beenproposed by McKeown Slocum, and Nakazawa are applicable to the designof hybrid machines. Design parameter proposed for hybrid machine tools:1) Total design: The total design principle has to be applied to evaluate all functionalrequirements simultaneously and cumulatively in order to produce anoptimum system.2) Reconfigurable design.: It will, therefore need to follow a reconfigurable design principle in theconceptual design stage to set up the machine configuration with goodflexibility for different setups3) High dynamically stiffed machine structure: Mechanical machining is still the major material removal mechanism inmany hybrid machining processes. To obtain high productivity it will require high operational frequency andcontrol bandwidth. Therefore, like other precision machines, high dynamicloop stiffness and high damping are very important to hybrid machine tools.Micromanufacturing Lab, I.I.T. Kanpur
4) High-accuracy and low-friction machine motions : Same as other precision machines, it needs to consider the requiredmotional accuracy and cost when selecting bearings for motional stages. Currently, most hybrid machines adopt roller bearings due to thecharacteristics of high stiffness, good motional accuracy, and relativelylow-cost offered by them.5) Functional independence: Multifunction is one of the major features of hybrid machining process tobe realized by assisted or combined devices or systems. However, any given parameter for these devices or systems must beindependently controlled, i.e., without being affected by another parameter.6) Open architecture control system: Most often hybrid machine will involve component/system with its owncontroller, while an open architecture and software-based control systemwill have a high flexibility for scale up or reconfiguration. Information such as forces, vibrations, surface finish, and dimension arealso useful feedback information to process and predict which should becontrolled .Micromanufacturing Lab, I.I.T. Kanpur
7. Case Study of Design of Six Axis Micro Machining Tool The hybrid machine tool which need combine micromilling, microgrinding,micro turning with laser machining capacities for the fabrication of 3Dmicroproducts and components The machine is required to be able to process a large variety of materialssuch as plastic, ceramics, and hard metals. The maximum working volume is set up to be 150 mm 150 mm 100 mm.The targeting surface form accuracy of the machined product is better than100 nm (for a 100 mm diameter/long workpiece), while surface finish (Ra)for a diamond machined part is less than 10 nm.Design of Hybrid Machine1. Dynamic Design of Machine Structure2. Motional Stages3. Control System4. Laser and Plug-in Module5. Initial Machining ResultsMicromanufacturing Lab, I.I.T. Kanpur
7.1. Dynamic Design of Machine Structure To accommodate the planed hybrid machining processes, such as sequentialhybrid machining (micromilling followed by laser burring and laserpolishing processes), laser-assisted machining, and future potential hybridmachining processes, the machine is designed to be reconfigurable. Both principles of total design and functional independent have beenapplied to design and optimize the machine configuration.Fig 4.- Multi axis Machine Configuration [2]Micromanufacturing Lab, I.I.T. Kanpur
Design Setup The machine comprises of a base unit with integrates two linear X and Yaxes and one rotary (C) axis. The base unit attaches two vertical linear axes, one of which (i.e., Z axis)incorporates a further rotary B axis to hold the work spindle. Laser head will be attached to the second vertical linear axis (W axis) tomake the laser machining operation independent of the mechanicalmachining operations. optical probe can also be attached to the W axis through a universalinterchangeable fixture. Thus, the machine has six axes configured for different requirements, formilling, grinding, turning, hybrid machining, and metrology, as shownin figure 4. In order to realize mass production of 3D complicated micro parts withhigh precision tolerances and good surface finish, a gantry structure is usedto link the two z axes. So the machine has a closed force loop formechanical machining operation and can achieve high dynamic stiffness.Micromanufacturing Lab, I.I.T. Kanpur
The machine base and closed loop gantry are made of synthetic granitewhich offers high damping
Dynamic Design of Machine Structure 2. Motional Stages 3. Control System 4. Laser and Plug-in Module 5. Initial Machining Results Micromanufacturing Lab, I.I.T.