Transcription
25871 Q42013.qxp Layout 1 2/14/14 1:09 PM Page 1P u b l i s h e d by T h e I n t e r n a t i o n a l T h e r m a l S p ra y A s s o c i a t i o nA S t a n d i n g C o m m i t t e e o f T h e A m e r i c a n We l d i n g S o c i e t yVolume 20, Number 4Fourth Quarter 2013History and Development ofModern Thermal Spray GunsThermal Spraying Engineering CoatingsUsing SilverBy James BrowningPrior to the 1950s, metallizing was done using spray gundevices with compressed air as the accelerants of theparticles. Both flame-spray and twin wire-arc methods werepatented in the early 1900s by Mr. Shoop. The break camein the 1950s with the development of the detonation gunby Union Carbide. The D-Gun speeds the particles to impactvelocities several times those previously available.Merle Thorpe, while a graduate student at Dartmouth’sThayer School of Engineering, worked on a governmentsponsored program studying the combustion of small solidfuel particles with air. He won a national student researchpaper competition held at MIT and sponsored by the ASME;the title “Lateral Blow-Off of Bunsen Flames”. Some yearslater he returned to New Hampshire, and in 1958, he joinedthree of us in founding Thermal Dynamics Corporation.Thermal Dynamics was interested in electric arc heatingdevices for producing supersonic jet streams. Metco, whowas aware of our work, invited us to Westbury to discuss animportant problem that had developed.Soon after arriving in Westbury we were in Rae Axline’soffice with Herb Ingham. Their problem was a drop in saleslevels of their flame-spray products – particularly, thespraying of tungsten-carbide. The cause of the drop was theD-Gun’s ability to spray improved coatings of that material.After a long period of discussing this matter, all four of usagreed “Let’s try plasma as the spraying medium”.The arrangement set up a Research and Developmentprogram sponsored by Metco, but carried out at ThermalDynamics under the leadership of Merle Thorpe. Merledeveloped and patented the device1. In our contract withMetco, they (Metco) would have sole rights (resulting fromRFI Screening Limited, specialist surface treatmentengineers, has opted for Metallisation MK61 Flamesprayequipment to thermal spray a 40 ton generator rotor withfine silver.Continued on page 4.Continued on page 11.The generator rotor, which is a combination of electrical,mechanical and manufacturing components, is regularlyexposed to hard mechanical stress and high temperatures,while being subjected to electrical voltage and current.Over time this stress can lead to breakdown, costly repairand maintenance and possibly inconvenient downtime. Tomaximize the lifetime of the generator rotor, RFI Screeningwas contracted to thermal spray it, using the flamesprayequipment.Prior to thermal spraying the generator rotor, the surfacewas grit blasted, to Standard SA 2.5, to clean and preparethe shaft. The shaft was also pre-heated by induction toSPRAYTIME Fourth Quarter 2013
25871 Q42013.qxp Layout 1 2/14/14 1:09 PM Page 2Looks Like a Safe Because It’sTMMCeramicsHVOFCold SprayGrit BlastingAluminumPlasmaAnd More!Wire ArcD-GunToll Free:InternationalInternnational 70-933-8048Follow. Connect. Watch. Learn.AIR POLLUTION COCONTROLO NTROOLCall us aboutabout NFPA Explosive Dust CoComplianceompliancce Issues.www.camfilapc.com/thermalspraywwww camwmfilapc com/thermallsprayVirtual riderand flythroughFarrthhrough a Faarr Gold Series
25871 Q42013.qxp Layout 1 2/14/14 1:09 PM Page 3 Published byInternational Thermal Spray AssociationA Standing Committeeof the American Welding SocietyMission: To be the flagship thermalspray industry newsletter providingcompany, event, people, product, research,and membership news of interest toindustrial leaders, engineers, researchers,scholars, policy-makers, and the publicthermal spray community.Kathy M. Dusa Managing EditorJason FalzonJoe StrickerEditorTechnical EditorSPRAYTIME (ISSN 1532-9585) is a quarterlypublication of the International ThermalSpray Association.INDEXINDUSTRY NEWSAdvertisers Listing .31American Roller Celebrates 75 Years.21ASM TSS Journal of Thermal Spray Technology Abstract.25ASM International New Alloy Center Database Release .12Calendar of Events .26Cold Spray Enables Welding of Crack-Sensitive Alloys .22Fabtech Canada .32Fabtech Mexico 2014, Mexico City .27Farr Gold Series Dust Collectors .14Free DIN Standards Poster .25Free GTS/Linde Thermal Spray Process Poster.25H.C. Starck and Masan Group Establish Tungsten Ventures .19History and Development of Modern Thermal Spray Guns .1International Thermal Spray Association .16-18ITSC 2014, Barcelona, Spain .23NACE 2014 Bring On The Heat, .30Offshore Wind Energy: Life Cycle Cost Reduction Through Thermal Spray .28SVC Society of Vacuum Coaters TechCon2014, Chicago .24TurboExpo 2014, Dusseldorf, Germany .29Watson Coatings Laboratory Accreditation .21A P P L I C AT I O N H I G H L I G H T SPrinted on Recycled PaperMetallisation - Engineering Coatings Using Silver .1Copyright 2013 by the InternationalThermal Spray n is not responsible for theaccuracy of information in the editorial,articles, and advertising sections of thispublication. Readers should independentlyevaluate the accuracy of any statement inthe editorial, articles, and advertising sections of this publication which areimportant to him/her and rely on his/herindependent evaluation.Where is your article? We encourage you tosend articles, news, announcements and informationto spraytime@thermalspray.org.Article submissions (subject to acceptanceand edit), advertising insertions, addresscorrespondence, subscription request, backissue copies, and changes of addressshould be sent to:Editorial and Production OfficeKathy M. Dusa, Managing EditorPost Office Box 1638Painesville, Ohio 44077United States of Americavoice: 440.357.5400fax: 440.357.5430email: spraytime@thermalspray.orgWhen you want a thermal spray wire that consistently performs thebest in the industry, choose the company who has built its reputationdelivering the highest quality wire on the market at a reasonableprice with the best service in the industry. Choose Polymet.Call, let Polymet get you wired and receivefree shipping on your first order.A subscription to SPRAYTIME is freefor individuals interested in the thermalspray and coatings industry. Visitwww.spraytime.org to subscribe.SPRAYTIME Fourth Quarter 20131.888.765.9638 1.513.874.3586www.polymet.ussales@polymet.us3
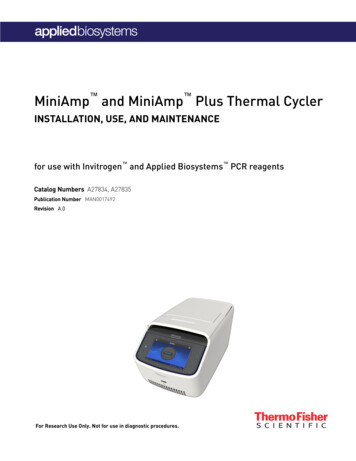
25871 Q42013.qxp Layout 1 2/14/14 1:09 PM Page 4History continued from page 1.Gthe program) within the metallizing field. Thermal wouldhave sole rights for applications outside metallizing. Ajointly-owned corporation, PlasmFlame, was established toformalize this arrangement. It became evident that theThorpe gun was useful, as developed, for uses in additionto metallizing.And then, Sputnik went up! The rush was on for materialsand re-entry testing equipment. It was found that only twocompanies were marketing the new plasma equipmentwhich proved qualified for this high-temperature test work.“BOOM”, Plasmadyne and Thermal sales soared. Each soldgeneral-purpose plasma guns which could also spray metalsand ceramics. A possible conflict with Metco arose for us,but it was easily solved. Thermal could include metallizingas a use of general purpose equipment up to the timeMetco commenced marketing their own equipment. Thermalwould then drop out of the metallizing field for equipmentoperating under the Thorpe patent. (In fact, Thermal neverdeveloped a gun specifically designed for spray use.)Thermal sold several plasma systems operating at 1mw, orabove with the highest powered installation using 7mw toStanford University for studies in magnetohydrodynamics(MHD). (It should be mentioned that Thermal’s designs ofsuch high-powered arc guns relied heavily on the pastMetco program. This is also true regarding our plasmacutting spray guns.) We learned later that Union Carbidehad built a 20 mw unit – presumably for MHD studies.Green Belting IndustriesTHERMAL SPRAY TAPESHigh performance masking tapes for the Thermal SprayIndustry,Industry, capable of withstanding many of the mostaggressiveaggressive applications areare manufacturedmanufactured by GBI in acomplete line, all available in various widths.PRODUCT LINE INCLUDES: Aluminum foil tapes Fiberglass tapes Plasma spray tapes (Silicone rubber) Special combination 114www.greenbelting.com4Increased Plasma Spray Power LevelsYears after leaving Thermal Dynamics, Richard Whitfieldand I began work on a 200 kw plasma spray gun designedto extend HVOF type spraying to much higher jet velocitiesand temperatures. We settled on purchasing 200 kwThermal Dynamics metal cutting system using theirinexpensive power supplies, controls, and the like. Themajor change was attaching the spray gun in place of thecutting torch. The system ran fine with an estimated12,000 F peak temperature and a jet velocity of about9,000 ft/sec. We sold several of these systems. An offerfrom a Japanese firm for exclusive world-wide rights to thecontrolling patents was too favorable to turn down. Wewent on working, I believe on high-pressure HVOF designs.The Japanese firm that continued making these units raninto real estate speculation difficulties and, to make endsmeet, sold their exclusive patent rights and designs to anestablished thermal spray firm in the United States. Thepower level had been increased to 250 kw. The UnitedStates firm made and sold five complete systems to anaircraft engine manufacturer for the main purpose ofspraying ceramics on gas turbine engine parts. To myknowledge, the new manufacturer discontinued making thisoutstanding equipment.High Pressure HVOF Spray ApparatusThe early HVOF spray guns operated at inlet oxygenpressures below 100 psig. Over a several year period, thepressure rose to 200 psig for the J-Gun which DickWhitfield and I commenced selling in the middle 1980s.This gun, after extensive improvements by TAFA, who hadtaken over its manufacture, has been very successful overthe past many years providing a superior gun, the JP-5000.Much of this success has been due to its ability to impactun-melted particles against the work piece at velocities sogreat that the heat-of-impact produced fusion coatings.Events in HVIF spraying (High Velocity Impact Fusion)happen so rapidly that oxidation levels are nearly zero.Metco, at a later date, commenced the sale of HVIF unitscapable of operating at over 300 psi.The operating pressure increases led to much highercoating quality. Pondering this fact, the HVOF operatingoxygen pressures were raised to 1,000 psi. Again, majorimprovements resulted in coating quality (see figures 2 and3). Boundary lines between contact particles in thecoatings are difficult to detect. No decarburization of thetungsten carbide is evident. The accelerating jettemperature is so low due to the high expansion level, thatthese adverse effects were minimized.The results of the 1,000 psig operation were so good thata 4,000 psi liquid oxygen pump was purchased with itswater-heated high strength evaporator. Before using thisreally high pressure apparatus, I presented the 1,000 psiresults at a meeting in Quincy, MA. The audience (at leastWhere is your article? We encourage you tosend articles, news, announcements and informationto spraytime@thermalspray.org.SPRAYTIME Fourth Quarter 2013INDUSTRYNEWS
25871 Q42013.qxp Layout 1 2/14/14 1:09 PM Page 5INDUSTRYNEWSFigure 2. Photomicrograph of powder-sprayed Stainless Steelusing 1,000 psig oxygen pressure using a water-cooled spraygun with 18 in long nozzle length.Figure 3. The spray gun of Fig (2) used to spray tungstencarbide/cobalt powder using 1,000 psig Oxygen.in my interpretation of statements made) would neveraccept the use of such high oxygen pressures. The devicewas not marketable. Why go on with this work? I nevermade use of the liquid oxygen apparatus. (To this day, mybelief is that HVOF spraying could in many cases competewith fusion welding and “printing” in applications forforming structures.)HVAF – Its Success and Sudden DemiseThe high-velocity air-fuel thermal spray equipment wasdesigned after several years of experience gained usingmuch larger air-fuel burners in other applications. Adramatic use of a high-output air-fuel unit was successfullyused to drill a hole 1,100 feet deep in the Conway, NHGranite for the purpose of measuring the temperaturegradient in this formation containing radio-active Thorium.(The gradient found – 30 C per kilometer of depth.) Theflame-drill was provided with 1,200 scfm of compressed airat 900 psig! The hole produced averaged 10 inches indiameter – the drilling rate a bit over 100 ft/hr!The exclamation points above were purposely included todramatize how much less complex the air-fuel unitsdesigned for thermal spray would be. Their design utilizedregenerat
Cold Spray Wire Arc Ceramics D-Gun Aluminum Grit Blasting And More! Internnational Calls: Follow. Connect. Watch. Learn. 877-6111-86 644 1-8770-933-8048 Looks Like a Safe Because It’s M Virtual r ride and fly 25871_Q42013.qxp_Layout 1 2/14/14 1:09 PM Page 2. Published by International Thermal Spray Association A Standing Committee of the American Welding Society Mission: To be the flagship .