Transcription
6sIMPROVEChapter 3-6FMEA 2011 Institute of Industrial Engineers3-6-1
6sIMPROVEFMEA DefinitionA procedure by which each potential failure mode ina system is analyzed to determine the results ofeffects thereof on the system and to classify eachpotential failure mode according to its severity, thelikelihood of it occurring, and the ability of thesystem to prevent it from occurring. 2011 Institute of Industrial Engineers3-6-2
6sIMPROVEStated Another WayA methodology to analyze and discover:(1) all potential failure modes of a system,(2) the effects these failures have on the system and(3) how to correct and or mitigate the failures oreffects on the system. [The correction and mitigationis usually based on a ranking of the severity andprobability of the failure.] 2011 Institute of Industrial Engineers3-6-3
6sIMPROVEWhat is FMEA? FMEA is an acronym that stands for Failure Modesand Effects AnalysisMethodology of FMEA:– Identify the potential failure of a system and itseffects– Assess the failures to determine actions thatwould eliminate the chance of occurrence– Document the potential failures 2011 Institute of Industrial Engineers3-6-4
6sIMPROVEWhat is an FMEA?An advanced planning tool used to evaluate potentialfailure modes and their causes. Prioritizes potential failures according to their risk anddrives actions to eliminate or reduce their likelihood ofoccurrence.Provides a discipline/methodology for documenting thisanalysis for future use and continuous processimprovement.Used in combination with other problem solving tools. 2011 Institute of Industrial Engineers3-6-5
6sIMPROVEFMEA Identifies possible faults (failure modes) in a system(including their causes –ask the 5 Whys)Evaluates the effects of the fault on the operationalstatus of the systemDetermines the risk priority of the failure (based onseverity, probability of occurrence, and probability ofdetecting and avoiding the failureRecommends corrective actions for high risk itemsImplements corrective actions until risk is reducedDocuments the design process and allows for efficientreview and communication with respect to system safety 2011 Institute of Industrial Engineers3-6-6
6sIMPROVEWhy FMEA?FMEA is one of the most important tools ofreliability analysis. If undertaken early enough in thedesign process by senior level personnel it can havea tremendous impact on removing causes forfailures or of developing systems that can mitigatethe effects of failures. It provides detailed insightinto the systems interrelationships and potentialsfor failure. 2011 Institute of Industrial Engineers3-6-7
6sIMPROVEBackground The failure mode and effects analysis (FMEA)is the most widely used analysis procedure inpractice at the initial stages of systemdevelopment.The FMEA is usually performed during theconceptual and initial design phases of thesystem in order to assure that all possiblefailure modes have been considered and thatproper provisions have been made toeliminate all the potential failures. 2011 Institute of Industrial Engineers3-6-8
6sIMPROVEWhat Is An FMEA?–––Opportunity to Defeat Murphy’s LawFocus on PreventionFailure Mode And Effects Analysis is An assessment of Risk–––– SafetyRegulatoryCustomer SatisfactionProgramCoordinated/Documented team effort– MURPHY’SLAWTo determine what can go wrongA method to determine the need and priority of actionsIt is not designed to record previously designed elements 2011 Institute of Industrial Engineers3-6-9
6sIMPROVEHistory of FMEA Created by the aerospace industry in the 1960s.Ford began using FMEA in 1972.Incorporated by the “Big Three” in 1988.Automotive Industry Action Group and American Societyfor Quality Control copyright standards in 1993. 2011 Institute of Industrial Engineers3-6-10
6sIMPROVEFMEA Deployment––A layered approach is highly recommended asFMEAs can get complex.FMEAs are like ONIONS/LAYERS. Each layer is closer to the root causeEach layer is more detailedThe closer to core the more detail––Core gets to the root causeDo too many and you will cry. 2011 Institute of Industrial Engineers3-6-11
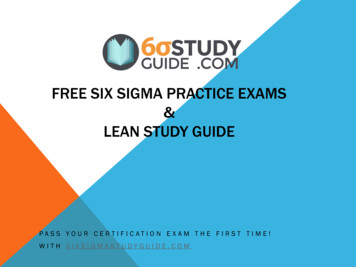
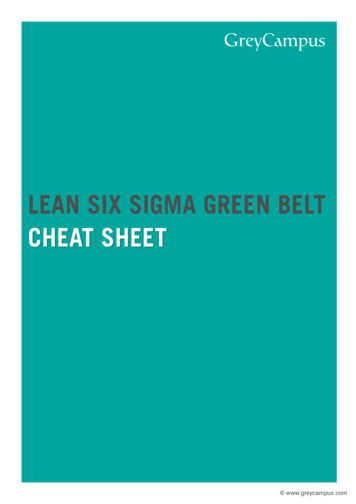
6sIMPROVEFMEA - Used in all Product StepsProductPlanningProductDesignProduct FMEA(Design FMEA)Product FMEA(Design FMEA)ProcessDesignProductionQuality PlanningServices 2011 Institute of Industrial EngineersProduct Goal Setting Performance Reliability Cost LifeOthers ?Design OptimizationProcess FMEA(Manufacturing FMEA)Process Sequencing &Flow StudyProcess FMEA(Manufacturing FMEA)Service FMEA(Transactional FMEA)Quality Plans Manufacturing SuppliersField Service Goal Setting Maintainability Serviceability Spare Part Availability3-6-12
6sIMPROVETypes of FMEA 2011 Institute of Industrial Engineers3-6-13
6sIMPROVEBenefitsoooEncourages SimultaneousEngineeringIdentifies Where EarlyRedesign will oftenPrevent Process Problemsfrom going intoProductionIdentifies Areas thatRequire ConcurrentEngineering in a Product’sEvolution 2011 Institute of Industrial EngineersoooIdentifies Road BlocksProvides Record forFuture DevelopmentIdentifies where Controlscan be EffectivelyImplemented3-6-14
6sIMPROVEFor FMEA to WorkCommitment of top managementKnowledgeable individuals, i.e. Expertise in: –––––– tyIndividuals attentive to FMEA timeliness, i.e. Achievegreatest value: before a design or process failure modehas been unknowingly designed into the productPeople resources may be internal or external to thebusiness, or a combination thereof 2011 Institute of Industrial Engineers3-6-15
6sIMPROVEFMEA ProcessFMEA is usually performed by a team of people who areknowledgeable about the process and product and haveallocated TimeAuthoritySkillIn the required technical disciplines to perform an FMEAprocess and implement corrective actions. 2011 Institute of Industrial Engineers3-6-16
6sIMPROVEFMEA Flow ChartAssign a label to each process or system componentList the function of each componentList potential failure modesDescribe effects of the failuresDetermine failure severityDetermine probability of failureDetermine detection rate of failureAssign RPNTake action to reduce the highest risk 2011 Institute of Industrial Engineers3-6-17
6sIMPROVEGeneral Steps of FMEA1.2.Compile Informationabout the System to beAnalyzed.Translate ComplexSystems into a Set ofDistinct Components orProcesses and set Scope. 3.Construct a Flow Chart4.5.6.Determine PotentialFailure Modes.Determine PotentialEffects of Each FailureMode.Determine PotentialCauses of Each FailureMode.Determine Function. 2011 Institute of Industrial Engineers3-6-18
6sIMPROVESteps in FMEA7.Assign a Severity Rating9.for each effect. (seeSeverity Rating Scale)8.Determine the ability todetect the failure mode.10.Calculate and prioritize aAssign an OccurrenceRisk Priority NumberRating for each failure.(RPN) for each failure.(see Occurrence Rating11.Review the process.Scale) 2011 Institute of Industrial Engineers3-6-19
6sIMPROVESteps in FMEA12.Take action to eliminateor reduce the RiskPriority Number.13.Recalculate the resultingRPN as the failure modesare reduced oreliminated. 2011 Institute of Industrial Engineers3-6-20
6sIMPROVE1. Process FMEA Information Gathering Flow Process DiagramsEngineering DrawingsEngineering SpecificationsCompleted Problem Solving AnalysesMachine Operation DescriptionsGage Plan DescriptionsProcess Illustration SheetsISO 9000 InformationMachine Operation SheetsManufacturing Plans 2011 Institute of Industrial Engineers3-6-21
6sIMPROVE2. Preliminary Analysis – Flow Chart1.2.3.4. 5.Identify the sequence and steps.Construct the chart.Draw a flowchartLook for areas for improvementIs the process standardized?Are steps repeated or out of sequence?Are there steps that do not add value?Are there steps where errors occur frequently?Are there rework loops?Analyze the results. 2011 Institute of Industrial Engineers3-6-22
6sIMPROVEFlow ChartDraft an initial, “high-level” flowchart of the processbeing examined. One way to achieve this would be tocollect and compile information on the process from theteam members and flowchart it for the first meeting.Another way is to work with the team leader to draft theflowchart. This initial flowchart will assist the team indetermining if they need to narrow the scope of theprocess. 2011 Institute of Industrial Engineers3-6-23
6sIMPROVEScope This part of the FMEA process is truly a make or breakpoint for your FMEA. FMEAs are not a tool that will “savethe world” and fix all the failure points in your MTF atone time.Choose a manageable and focused process or specificpart of the process (sub-process) that allows the team toconduct an effective FMEA that will find and fix all thecritical failure modes within those process boundaries.FMEAs are already challenging and when a process scopeis too large it becomes extremely difficult to conduct athorough analysis. 2011 Institute of Industrial Engineers3-6-24
6sIMPROVE3. Determine Function Determine what the system or process issupposed to do before analyzing for potentialfailures.Functions are tasks that a system is intended toperform. These are sometimes known as primaryfunctions. There are also tasks that a system alsoperforms even if not intended. These are knownas secondary functions or possibly effects offailure modes. 2011 Institute of Industrial Engineers3-6-25
6sIMPROVEDefining A PurposeAll purposes must be defined using two words, averb and a noun. Stating purposes this way helpssimplify the product. 2011 Institute of Industrial Engineers3-6-26
6sIMPROVEDefining A Purpose - ExamplesProductPurposeElectric MotorProduces TorqueLight BulbGenerates LightFuel TankContains Fuel 2011 Institute of Industrial Engineers3-6-27
6sIMPROVEDefining a PurposeA product usually has only one primary function. Thisis the function which the product was specificallydesigned to perform. An overhead projector'spositive function is to project images, its secondaryfunction are those which could have adverse effects.Some of these could be generate heat or consumepower. In this case, the secondary functions could beviewed as negative. 2011 Institute of Industrial Engineers3-6-28
6sIMPROVE4. Determine Failure ModesooooHow might a process fail or produce a product that isunacceptable?The likelihood of each mode occurring is alsoconsidered.Ways in which a part/assembly/system couldpotentially fail to meet the design intent.Assumption is made that the failure could occur butwill not necessarily occur. 2011 Institute of Industrial Engineers3-6-29
6sIMPROVEDesign Failure Cause Examples Improper tolerancingIncorrect stress calculationWrong assumptionsWrong material call outLower grade componentLack of design standardsImproper heat treatmentImproper torque call out 2011 Institute of Industrial Engineers3-6-30
6sIMPROVEProcess Failure Cause Examples Omitted processingProcessing errorsErrors setting upMissing partsWrong partsProcessing wrong partMis-operationAdjustment errorTools/fixtures improperlyprepared 2011 Institute of Industrial Engineers Poor control proceduresImproper maintenanceBad recipeFatigueSafetyHardware failureEnvironmentStress3-6-31
6sIMPROVEPotential Failure ModesPotential failure modes that would only occurunder certain operating conditions should beconsidered. 2011 Institute of Industrial Engineers3-6-32
6sIMPROVE5. Potential Effects of Failure The effects of the failure mode on the customer.Describe the effects of the failure in terms ofwhat the customer might notice or experience.Always stated in terms of system performance. 2011 Institute of Industrial Engineers3-6-33
6sIMPROVETypical Failure Effects NoiseUnstableImpairedDraftErratic OperationIntermittent 2011 Institute of Industrial Engineers RoughAppearanceInoperativeVehicle ControlOdor3-6-34
Potential Causes Of Failure - FailureOccurrences 6sIMPROVEA potential cause of failure is defined as anindication of a design or process weakness, theconsequence of which is the failure mode.The causes should be listed as concisely andcompletely as possible so that remedial effortscan be aimed at pertinent causes. 2011 Institute of Industrial Engineers3-6-35
6sIMPROVEPotential Causes of FailureTypical Manufacturing Failure Causescould be: Incorrect material specifiedIncorrect AssemblyinstructionsInsufficient lubricationPoor mold formHandling damageInadequate clampingImproper surface prep 2011 Institute of Industrial EngineersImproper tool setupIncorrect material thicknessspecifiedInappropriate materialspecifiedImproper heat treatmentInaccurate gaugingIncorrect feeds, speedsWorn tooling3-6-36
6sIMPROVE7. Severity An assessment of the seriousness of the effect of thepotential failure mode to the next assembly or to thecustomer.Severity applies to the effect and the effect only.A reduction in severity ranking index can be affectedonly through a design change for the part or theprocess. 2011 Institute of Industrial Engineers3-6-37
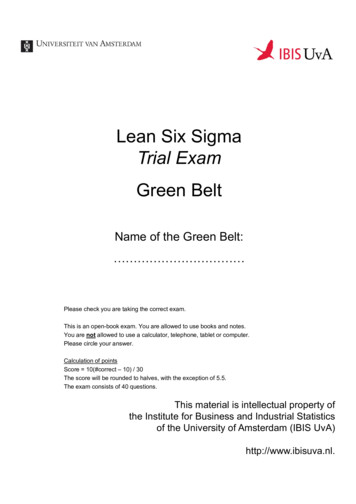
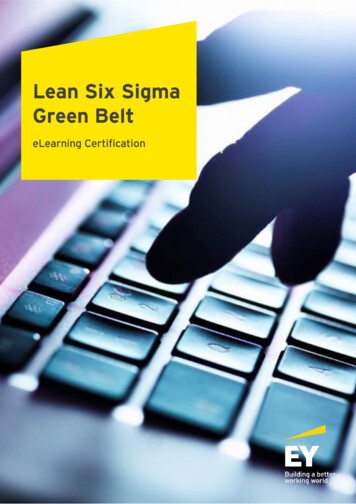
6sIMPROVESeverityThe FMEA process normally ranks theseverity. A typical scale will rank theseverity from 1 (least severe) to 10 (mostsevere.) 2011 Institute of Industrial Engineers3-6-38
FMEA - SeverityEffectSEVERITY of Effect6sIMPROVERankingHazardous without warningVery high severity ranking when a potential failure mode affects safe system operation without warning10Hazardous with warningVery high severity ranking when a potential failure mode affects safe system operation with warning9Very HighSystem inoperable with destructive failure without compromising safety8HighSystem inoperable with equipment damage7ModerateSystem inoperable with minor damage6LowSystem inoperable without damage5Very LowSystem operable with significant degradation of performance4MinorSystem operable with some degradation of performance3Very Minor
6s IMPROVE 2011 Institute of Industrial Engineers 3-6-3 Stated Another Way A methodology to analyze and discover: (1) all potential failure modes of a system,